It’s what anyone attending a boat show or visiting their neighborhood dealership expects – a new season means new models loaded with the latest features and power packages. Boat companies count on buyers to upgrade their boats regularly – and the competition to capture that market is fierce. But the decision to expand a line does not come easily. Many factors, from focus-group input to manufacturing costs to market forces, affect when a new boat will hit the showroom.
“We like to launch a new model every 18 months,” says Owen Maxwell, vice president of product development for Regulator Boats. “We also update at least one existing model during that period. And the market drives us to do all this, from initial concept to actual production, in a year or less.
“Customer expectations are very high these days,” Maxwell explains. “I call it the ‘Lexus generation.’ They want it now, they want to push a button and they want it to work. So that’s what we try to deliver while staying true to a clean, functionally designed offshore fishing boat.”
Scott Deal, president of Maverick Boat Company, which builds 34 different models among its four brands, works in a five-year cycle.
“We don’t replace boats just to replace them,” Deal says. “Each new model has to have demonstrable improvements in the ride and performance. We analyze our poor sellers, look at trends and pay attention to the competition. That starts the process of actually bringing a new boat to market.”
Dealers have the most interaction with potential buyers, so companies poll them to gather input on what customers want in new models. Fishability aspects like deck layout and the capacity and location of livewells, fish boxes and tackle storage are discussed. So are family considerations, such as seating, live-aboard comforts and ergonomics. All these variables are factored in with potential power packages and construction costs to meet a price point that is acceptable to buyers.
Without a dealer network, factory-direct builders like Yellowfin Yachts and SeaVee Boats rely on customer input and market assessment when deciding what to introduce.
“I look for the niche and then design something for that niche,” says Wylie Nagler, Yellowfin’s president. “We do our designs in house and strive for a blend between fishing considerations and what anglers do with the boat.
“The number one thing is styling,” he explains. “If the boat is not aesthetically pretty, nobody will buy it. You don’t go to a car dealership and buy a mini-van if you want a sports car. After capturing the look, we then work on fishability and performance. For the fishing, we listen to our anglers. For styling and performance, we listen to ourselves. Our philosophy is to be faster than the competition, so we design our hulls with that goal.”

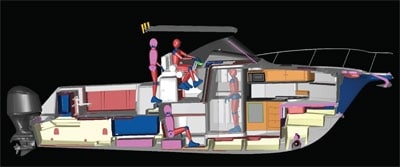
Conceptual ideas for new boats run from simple sketches on paper to detailed three-dimensional CAD (computer-aided design) drawings. Depending on the company’s engineering capabilities, the final technical blueprint for the boat is done either in house or by a consulting naval architect. It often goes through various changes as it evolves. Even then, many are discarded, and the process starts over.
“We carry a theme or look within the entire product line as we develop a new model,” says Sidney Lanier, a naval architect with Marine Concepts, a well-known design and engineering firm based in Cape Coral, Florida. Marine Concepts designs about 20 fish boats annually for companies like Regulator, Edgewater, Boston Whaler, Century, Fountain, Grady-White and World Cat, among others.
“Building a boat by CAD is like an onion. It has a bunch of layers, starting with the hull and stringer system up to the top cap,” Lanier explains. Accurate early calculations are critical for ensuring a quality boat in the end. Integrated programming within the software gives a running total of weight estimates and calculates component tolerances to within an eighth-inch. Geometric formulas allow curved or complex parts to be reproduced precisely. Other key performance factors, such as the hull’s center of gravity, horizontal stability and structural integrity, are precisely accounted for as well.
Once the design is approved, a “plug,” or full-size model of the boat, is made from wood or blocks of foam. Computer-driven routers ensure accurate cuts in wood; with the foam, initial shape cuts are eventually sanded and primed to a smooth finish. The complexity and number of parts add to the overall cost of the boat, so designers try to utilize parts, such as hatch lids and hardware, from other models whenever possible. They also take into account potential assembly or service problems, such as clearance for wire chases and access to tanks and pumps.
From the finished plug, a mold is created. The mold or working shell mirrors the finished boat, so any bump, blemish or indentation in the mold is repeated when the finished part is removed. As a result, molds are carefully cleaned and waxed after each use. They’ll last indefinitely as long as they are taken care of and rotated on a regular basis.
Molds made by outside firms, such as Marine Concepts, are shipped to the boat builders after completion. A prototype allows the assembly team to learn the new model before full production begins. It also identifies any potential problems before the new model is established. Orders, based on consumer reaction and sales, determine the number of units eventually produced.
“If you’re not constantly evolving and improving your product, you’re going to go out of business,” Nagler says. “There is no perfect boat. One may be perfect for me but not for someone else. That’s why you have to constantly make changes and adjustments to meet the demand.”
Launch Lingo
Here’s a short guide to design and construction terms.
?** CAD:** Computer-aided design is the process naval architects use to calculate various design aspects, such as hull shape, weight, balance, fit and performance.
? CNC milling: A digitally automated (computer numerical control) shaping process that shapes foam using a rotating cutter or axis router.
? Gelcoat: Polyester or epoxy resin that is applied to a waxed mold surface before being covered by layers of fiberglass. When the piece is removed from the mold, the gelcoat becomes the finished outer layer.
? LCG: Longitudinal center of gravity
? Lifting strakes: Longitudinal members running fore and aft on the outside bottom of the hull. Strakes stabilize and create lift on deep-V hulls when under power.
? RTM: Resin transfer molding is a closed-mold, pressure-injection system that allows parts to cure faster than the more common contact-molded process.
? Vacuum bagging: This process uses bags made of polymer film or coated fabric to bond or laminate parts with adhesive. A bag is sealed with parts inside, and air is removed with a vacuum pump. The uniform pressure holds the parts together while the adhesive cures. Low heat can also be used, to accelerate curing times.







